
Клей для пленки ПВХ для фасадов МДФ
Клей для плёнки ПВХ и технология мембранно-вакуумного прессования позволяет облицовывать декоративной пленкой различные поверхности, в том числе с достаточно глубоким рельефом. Сложность производственного процесса требует от изготовителей особого внимания, как к отдельным технологическим нюансам, так и к применяемым в производстве материалам. Область применения мембранно-вакуумного прессования очень широка: это и объемные мебельные фасады из MDF, и дверные полотна, и закругленные столешницы, и различные декоративные элементы мебели. Облицовывание всех этих объектов осуществляется при помощи вакуумного пресса (с мембраной или без нее).
Как правило, в производстве при этом используются Пленки ПВХ для мембранно-вакуумного пресования толщиной 0,3-0,5 мм (реже 0,25 мм), однотонные, с печатным рисунком, текстурой. Для того чтобы избежать проблем при производстве и минимизировать количество брака, необходимо строгое соблюдение технологии и контроль качества на каждом этапе.
Этап 1. Подготовка деталей
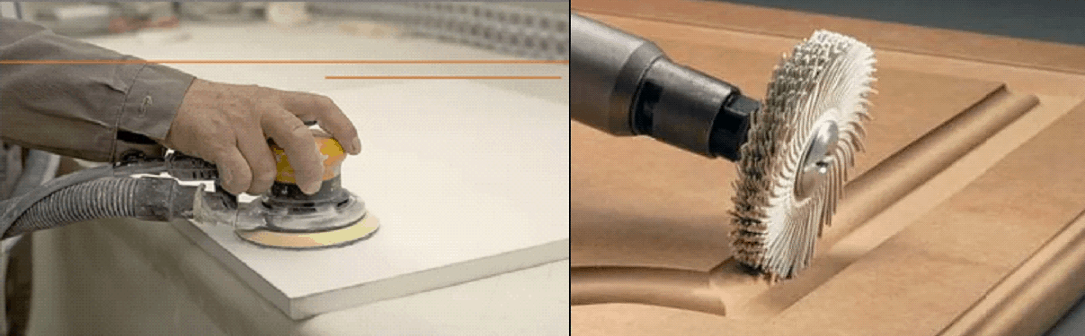
Перед облицовыванием детали следует подготовить к нанесению клея следующим образом: › Провести аккликатизацию в цехе в течение не менее трех суток. › Очистить детали от пыли, жиров и масел. › Проверить влажность склеиваемых материалов – она должна соответствовать техническим требованиям. › Отшлифовать поверхность пласти, кромки и фрезерованного рисунка с применением шкурки №№ 280-320.
Этап 2. Приготовление клея

Клей может наноситься как на одну деталь, так и на несколько деталей в стопе. Работу начинают с кромки элемента – устанавливается самый узкий факел и производится нанесение клея вдоль детали. Необходимо равномерно перемещать пистолет, чтобы состав наносился без пропусков и потеков, по отношению к кромке детали пистолет должен быть расположен параллельно. Расстояние от поверхности детали до пистолета должно составлять 200-250 мм. Таким образом клей наносится на все кромки. Из-за того, что кромки деталей и фрезерованного рисунка обладают большой впитывающей способностью, необходимо двойное нанесение клея для хорошей прочности склеивания. Для клеев стандартной вязкости возможно второе нанесение клея способом «мокрый по мокрому», а для клеев с увеличенной вязкостью – с промежуточной сушкой в 5-10 мин. Затем клей наносится на фрезерованный рисунок с последовательным прохождением всех линий узора. Здесь тоже рекомендуется двойное нанесение. Обычно расход клея составляет 100 г/м2. После этого клей наносится на пласть детали – факел делается максимально широким, расход клея составляет 50 г/м2. Пистолет следует как можно чаще чистить, особенно после длительных перерывов в использовании.
Этап 3. Сушка деталей
Детали с нанесенным клеем помещаются на специальные стеллажи. Минимальное время сушки составляет 30 мин. Если пленка глянцевая, то сушка деталей занимает не менее 1,5-2 ч.
Этап 4. Шлифовка клеевого слоя
При использовании глянцевых пленок перед облицовыванием деталей в мембранно-вакуумном прессе клеевой слой необходимо располировать шкуркой №320. Если пленка матовая (рифленая, под дерево), шлифовка не нужна.
Этап 5. Вакуумное прессование

В техническом описании на каждый клей для мембранно-вакуумного прессования указана температура активации, при которой клей начинает «сшивать» склеиваемые материалы. Режимы прессования (температуру прогрева пленки, время прогрева пленки, время прессования и т. д.) необходимо подбирать таким образом, чтобы достичь этой температуры в клеевом слое на кромке детали. Для каждой пленки режимы прессования разные, они подбираются индивидуально и для этого производится «холостая» запрессовка. Часто производитель ПВХ-пленки указывает наиболее оптимальные температурные режимы для каждой конкретной пленки. Полный цикл прессования обычно составляет 3-5 мин. При соблюдении всех этих нюансов значительно снижается вероятность появления брака. Если это все же произошло, необходимо внести изменения в технологические процессы для того, чтобы предотвратить возникновение брака в будущем.